產品中心




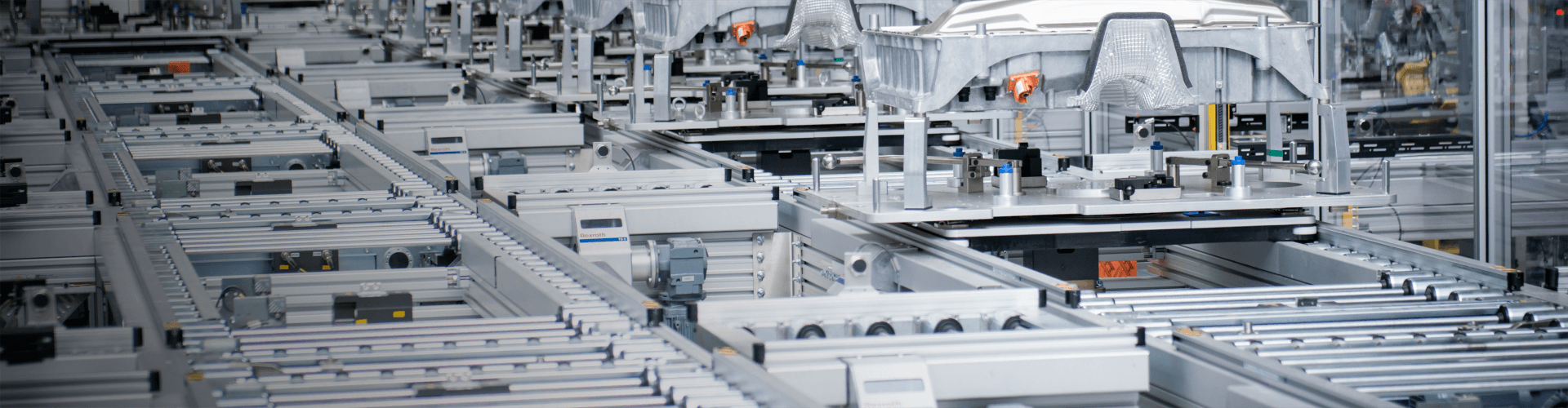
汽車生產線
充電樁生產線
電動車生產線
電機生產線
電器生產線
管樁生產線
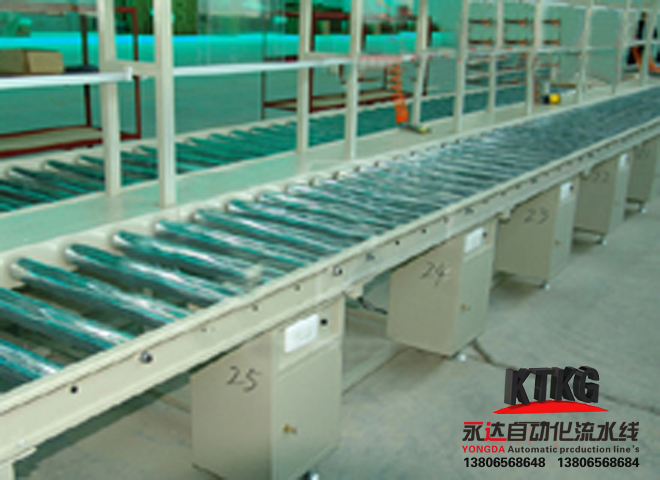
滾筒流水線
老化線生產線
馬桶生產線
摩托車生產線
變速器生產線
沙發裝配線
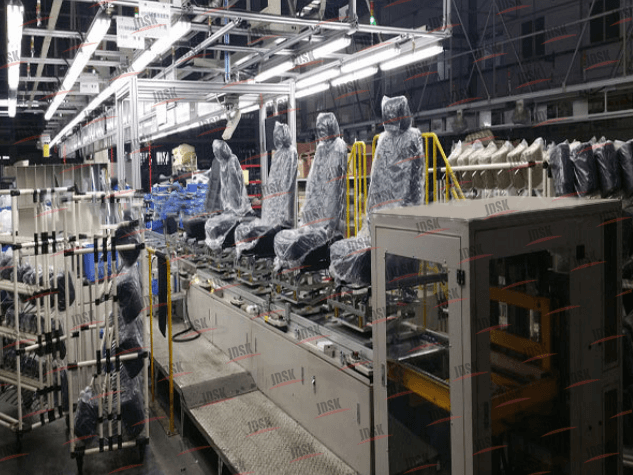
座椅生產線
流水線-生產線
總裝線-自動化生產線
汽車生產線
半掛車牽引車生產線
柴油車生產線
城市公交車生產線
礦車生產線
城市箱式車生產線
純電動車生產線
大巴車生產線
大客車生產線
電動公交車生產線
電動卡車生產線
電動旅游車生產線
吊車生產線
公安消防車生產線
后八輪工程車
混凝土運輸車
機場作業車生產線
吉普車生產線
集裝箱車生產線
家用小車生產線
攪拌車生產線
救護車生產線
軍用重型車生產線
礦山車生產線
垃圾車生產線
冷藏車生產線
旅游客車生產線
履帶式車生產線
面包車生產線
內燃機車生產線
農用收割機生產線
汽車拆裝自動化生產線
汽車發動機裝配線
輕卡生產線
沙灘車生產線
商務車生產線
市政建設工程作業車生產線
新能源汽車生產線
油電混合動力生產線
中巴車生產線
重卡生產線
地推線、地拖線(卡車線)
皮卡車生產線


電機生產線
單相電機
電機生產線
并勵直流電動機
步進電動機
齒輪減速電動機
串勵直流電動機
磁滯同步電動機
磁阻同步電動機
單相串勵電動機
單相異步電動機
電磁減速電動機
電磁式直流電動機
電磁調速電動機
電磁直流電動機
電動工具電動機
分相式單相異步電動機
復勵直流電動機
感應電動機
交流電動機
交流換向器電動機
交直流兩用電動機
開關磁阻調速電動機
力矩電動機
驅動電動機
繞線型異步電動機
繞線轉子感應電動機
三相電機
三相異步電動機
同步電動機
無極變速電動機
無極變速器
無極恒速電動機
異步電動機
永磁同步電動機
永磁直流電動機
有級變速電動機
有級恒速電動機
有級直流電動機
直流電動機
直流電機
直流調速電動機
自動變速機
電器生產線

管樁生產線




摩托車生產線

沙發裝配線
座椅生產線